Accesorii pentru un router manual: ce puteți face cu propriile mâini sau ce puteți cumpăra. Mașină de frezat pentru lemn de bricolaj: tehnologie de fabricație pas cu pas Tehnologia de fabricare a mașinii CNC de bricolaj: desene și asamblare
ELECTROSPETE
ELECTROSPETE
Echipamente electrice ale mașinilor pentru prelucrarea metalelor,
schema circuitului electric pentru controlul acționării electrice a unei mașini de frezat verticală
Schema electrică schematică a controlului acționării electrice a frezei verticale
mașină (Fig. 4.5-4)
Scop. Pentru a controla modurile de funcționare și EO ale mașinii de frezat model 654.
Note:
1. Axul mașinii este antrenat mișcare de rotație de la un motor cu o putere de 13 kW la o viteză unghiulară de 141 rad/s printr-o cutie de viteze cu 18 trepte și o schimbare de viteză de la 2,5 la 125 rad/s. Viteza de comutare este manuală.
2. Mișcarea longitudinală și transversală a mesei în domeniul de control al vitezei de avans de la 10 la 1000 mm/min și mișcarea verticală a capului arborelui în domeniul de control de la 4 la 400 mm/min - de la motor curent continuu(DP) prin cutia de alimentare cu reglare electrică continuă a vitezei unghiulare în intervalul 10:1. Controlul electromecanic al vitezei asigură avansuri de lucru și mișcări rapide ale mesei și capului axului mașinii.
3. Schimbarea direcției de mișcare se realizează prin ambreiaje electromagnetice construite în interiorul carcasei cutiei de alimentare. Ambreiajele electromagnetice asigură atât activarea independentă a tuturor celor trei mișcări, cât și acțiunea lor simultană.
Elementele de bază ale schemei.
DSCH, DS, DO- motoare de antrenare cu rotor cu ax cu colivie,
pompa de lubrifiere, pompa de racire.
DP- Motor DC pentru mișcări de avans.
MU- amplificator magnetic pentru alimentarea si reglarea DP.
Note:
1. Amplificatorul magnetic trifazat are înfășurări:
- de lucru (w р), conectat prin diode (D1... Db);
- comenzi (w y) incluse pe regulatorul de viteză (PC).
2. Feedback-ul este oferit în două versiuni:
- feedback negativ de tensiune (Uon) la bornele armăturii;
- feedback pozitiv asupra curentului (Upt) primit de la redresorul (VP2) conectat la transformatorul de curent (CT)
CABG, CP și CT- contactoare ax, pornire si franare.
POR și RN- releu pentru lipsa puterii in infasurarea campului motorului
DC (OVDP) și releu de tensiune pe armătura DC.
RM- releu maxim, pentru limitarea curentului de armătură la valoarea Iа=2Inom
RP1- releu intermediar, pentru multiplicarea contactelor circuitelor de reglare.
RP2- releu intermediar, pentru circuite de comutare pentru deplasarea rapidă de instalare a mesei sau a capului arborelui mașinii.
VSh, VP2, VPZ- redresoare pentru circuitele de frânare și control,
entuziasm.
Tr.-transformator circuit de franare.
Controale.
VS- comutator ax, pentru a selecta sensul de rotație („stânga” - „oprit” - „dreapta”).
Cartea P1 și Cartea P2- butoanele „start” DS și DP.
Cartea B și Cartea T- butoane „rapid” și „jog” pentru a controla mișcarea rapidă a mesei (capul axului) și în modul jog.
Kn.CI și Kn.C2- butoanele „stop” DS și DP.
Moduri de control.
Funcționează (semi-automat) - de la Kn.P1, Kn.GO și VSh.
Ajustare - de la Kn.T.
Mașinile de frezat sunt proiectate pentru prelucrarea suprafețelor plane și profilate exterioare și interioare, tăierea canelurilor, tăierea filetelor externe și interioare, angrenajelor etc. O caracteristică specială a acestor mașini este unealta de lucru - o freză, care are multe lame de tăiere. Mișcarea principală este rotirea tăietorului, iar avansul este mișcarea produsului împreună cu masa pe care este fixat. În timpul procesului de prelucrare, fiecare lamă de tăiere îndepărtează așchii în timpul unei fracțiuni de rotație a frezei, iar secțiunea așchiilor se schimbă continuu de la cea mai mică la cea mai mare. Există două grupe de mașini de frezat: scop general(de exemplu, frezare orizontală, verticală și longitudinală) și specializate (de exemplu, frezarea copierii, frezarea angrenajului).
În funcție de numărul de grade de libertate de mișcare a mesei, există frezare în consolă (trei mișcări - longitudinală, transversală și verticală), frezare fără consolă (două mișcări - longitudinală și transversală), frezare longitudinală (o mișcare). - mașini longitudinale) și de frezat rotativ (o singură mișcare - avans de lucru circular). Toate aceste mașini au aceeași antrenare principală, care asigură mișcarea de rotație a axului și diferite antrenări de alimentare.
Mașinile de frezat-copiat sunt folosite pentru prelucrarea planurilor complexe din punct de vedere spațial folosind metoda copierii folosind șabloane. Ca exemplu, putem aminti suprafețele matrițelor, matrițelor de compresie, rotoarelor turbinelor hidraulice etc. mașini universale prelucrarea unor astfel de suprafețe este prea dificilă sau chiar imposibilă. O variantă a acestor mașini cele mai comune sunt electrocopiatoarele, care au control electric de urmărire.
Designul mașinii de frezat universal model 6N81 este prezentat în Figura 1. Mașina este proiectată pentru frezarea diferitelor piese de dimensiuni relativ mici.
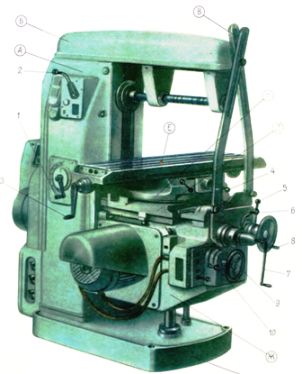
Orez. 1 Proiectarea unei mașini de frezat universal model 6N81
Carcasa capului axului conține motorul axului, cutia de viteze și axul pentru freză. Capul axului se deplasează de-a lungul ghidajelor transversale de-a lungul axei sale, iar traversa, la rândul său, se deplasează de-a lungul unui suport fix având ghidaje verticale.
Astfel, mașina are trei mișcări reciproc perpendiculare: mișcarea orizontală a mesei, mișcarea verticală a capului axului împreună cu traversarea și mișcarea transversală a capului axului de-a lungul axei sale. Prelucrarea volumetrică se realizează folosind cusături orizontale sau verticale. Scule de lucru: freze cu degete cilindrice și conice sau cu cap.
Echipamentul electric al mașinilor de frezat include o unitate de mișcare principală, o unitate de alimentare, unități de mișcare auxiliare, diverse aparate electrice management, control si protectie, sisteme de alarma si iluminare locala a utilajului.
Acționare electrică a mașinilor de frezat
Acționarea mișcării principale a mașinii de frezat: motor asincron cu colivie; motor asincron cu comutare de poli. Frânare: contracomutare cu ajutorul unui electromagnet. Interval de control total (20 - 30): 1.
Acționare de avans: mecanic din circuitul principal de mișcare, motor asincron cu colivie, motor schimbător de poli (mișcarea mesei mașinilor de frezat longitudinale), sistem G-D (mișcarea mesei și avans capetelor mașinilor de frezat longitudinale), sistem G-D cu EMU (mișcare tabele mașinilor de frezat longitudinale); acţionare tritor, acţionare hidraulică reglabilă. Interval de control general 1: (5 - 60).
Acționările auxiliare sunt utilizate pentru: deplasarea rapidă a capetelor de frezat, deplasarea barei transversale (pentru mașinile de frezat longitudinal); bare transversale de prindere; pompa de racire; pompa de lubrifiere, pompa hidraulica.
Pentru mașinile de frezat orizontale, motoarele electrice cu flanșă sunt instalate de obicei pe peretele din spate al patului, iar pentru mașinile de frezat verticale, acestea sunt cel mai adesea instalate vertical pe partea de sus a patului. Utilizarea unui motor electric separat pentru a antrena alimentarea simplifică foarte mult proiectarea mașinilor de frezat. Acest lucru este acceptabil atunci când operațiunile de tăiere a angrenajului nu sunt efectuate pe mașină. Sistemele de control al programelor ciclice sunt comune la mașinile de frezat. Sunt folosite pentru modelarea dreptunghiulară. Sistemele de control numeric sunt utilizate pe scară largă pentru prelucrarea contururilor curbe.
În mașinile de frezat longitudinale, pentru a antrena fiecare ax se folosesc de obicei motoare asincrone cu colivie și o cutie de viteze în mai multe trepte. Domeniile de control al vitezei ale acţionărilor axului ajung până la 20: 1. Circuitele de control pentru motoarele axului care nu sunt implicate în prelucrarea piesei sunt oprite de comutatoarele de control. Acționarea axului în funcțiune este oprită numai după ce avansul a fost oprit complet. Pentru a face acest lucru, în circuit este instalat un releu de timp. Motorul de alimentare poate fi pornit numai după ce motorul axului a fost pornit.
Acționarea pe masă a mașinilor de frezat longitudinale grele trebuie să asigure viteze de avans de la 50 la 1000 mm/min. În plus, este necesar să deplasați rapid masa cu o viteză de 2 - 4 m/min și să vă mișcați încet atunci când setați mașina la o viteză de 5 - 6 mm/min. Gama totală de control al vitezei de acționare a mesei ajunge la 1: 600.
La mașinile de frezat longitudinale grele, o acționare electrică este obișnuită. Sistemul G-D cu UEM. Acționările electrice pentru suporturile verticale și orizontale (laterale) sunt similare cu acționarea pe masă, dar au o putere semnificativ mai mică. Dacă nu este necesară mișcarea simultană a capurilor, atunci utilizați un comun unitate de conversie pentru acţionarea tuturor capetelor. Un astfel de management este mai simplu și costă mai puțin. Mișcarea axială a arborelor este realizată de aceeași unitate de alimentare. Pentru a face acest lucru, lanțul cinematic este comutat corespunzător. Mașinile de frezat longitudinale grele cu un portal mobil folosesc și un motor electric separat pentru a-l deplasa.
Pentru a îmbunătăți funcționarea lină a unor mașini de frezat, se folosesc volante. Ele sunt de obicei montate pe arborele de antrenare al frezei. Pentru mașinile de frezat angrenaj, corespondența necesară între mișcarea principală și mișcarea de avans este asigurată prin conectarea mecanică a lanțului de alimentare cu lanțul de mișcare principal.
Echipamente electrice ale mașinilor de tăiat roți dintate. Mișcare principală: motor asincron cu colivie. Alimentare: mecanică din lanțul principal de mișcare. Acționările auxiliare sunt utilizate pentru: mișcarea rapidă a suportului și suportului din spate, mișcarea capului de frezat, diviziune unică, rotație a mesei, pompă de răcire, pompă de lubrifiere, pompă de descărcare hidraulică (pentru mașini grele).
Dispozitive electromecanice speciale și dispozitive de blocare: dispozitiv pentru numărarea numărului de cicluri, dispozitive automate pentru a compensa uzura dimensională a sculei.
Un număr de mașini de prelucrare a vitezelor folosesc dispozitive de numărare. Se folosesc la mașinile de bărbierit pentru numărarea trecerilor, la mașinile pentru pre-tăiat roți dințate, pentru numărarea numărului de diviziuni și pentru numărarea numărului de piese prelucrate.
La mașinile de modelat roți dințate, mișcarea principală alternativă este efectuată prin manivele și roți dințate excentrice. Echipamentul electric al mașinilor de modelat roți dințate nu este complicat. aplica demaroare magnetice cu control suplimentar al „jogurilor” (pentru reglare). Unitatea este cel mai adesea frânată de un electromagnet.
În fig. 2. prezintă schema circuitului electric al mașinii de frezat model 6Р82Ш
Orez. 2. Schema circuitului electric al unei mașini de frezat (click pe imagine pentru mărire)
Locul de lucru este iluminat de o lampă de iluminat locală montată pe partea stângă a patului mașinii. Consola contine un electromagnet pentru miscari rapide. montat pe console pe consolă și pe partea stângă a cadrului. Toate dispozitivele de control sunt amplasate pe patru panouri, pe partea frontală a cărora se află mânerele următoarelor comenzi: S1 - comutator de intrare; S2 (S4) - comutator inversor ax; S6 - comutator de mod; S 3 - comutator de răcire. Mașinile 6Р82Ш și 6Р83Ш, spre deosebire de alte mașini, au două motoare electrice pentru a antrena un ax orizontal și rotativ.
Circuitul electric vă permite să operați mașina în următoarele moduri: control de la mânere și butoane de control, control automat al mișcărilor longitudinale ale mesei, masă rotundă. Modul de operare este selectat cu ajutorul comutatorului S6. Motorul electric de alimentare este pornit și oprit de la mânerele care acționează asupra întrerupătoarelor de limită pentru avans longitudinal (S17, S19), avans vertical și transversal (S16, S15).
Axul este pornit și oprit folosind butoanele „Start” și, respectiv, „Stop”. Când apăsați butonul „Stop”, simultan cu oprirea motorului axului, motorul de alimentare este de asemenea oprit. Tabelul se mișcă rapid când apăsați butonul „Rapid” S12 (S13). Frânarea electromotorului axului este electrodinamică. La apăsarea butoanelor S7 sau S8, se pornește contactorul K2, care conectează înfășurarea motorului la o sursă de curent continuu realizată cu redresoare. Butoanele S7 sau S8 trebuie apăsate până când motorul se oprește complet.
Controlul automat al mașinii de frezat se realizează cu ajutorul camelor montate pe masă. Când masa se mișcă, camele, acționând asupra mânerului comutatorului de avans longitudinal și a pinionului superior, efectuează comutatoarele necesare în circuitul electric folosind întrerupătoarele de limită. Circuitul electric functioneaza in ciclu automat - apropiere rapida - alimentare de lucru - retragere rapida. Rotirea mesei rotunde se realizează de la motorul de alimentare, care este pornit de contactorul K6 simultan cu motorul axului. Mișcarea rapidă a mesei rotunde are loc atunci când este apăsat butonul „Rapid”, pornind contactorul K3 al electromagnetului de mare viteză.
Extinde funcţionalitate uneltele electrice de mână, accesoriile pentru un router portabil pot face utilizarea acestuia mai convenabilă, confortabilă și sigură. Modelele în serie ale unor astfel de dispozitive sunt destul de scumpe, dar puteți economisi la achiziția lor și puteți realiza dispozitive pentru echiparea unui router de lemn cu propriile mâini.
Diverse tipuri de atașamente pot transforma un router manual într-un instrument cu adevărat universal.
Sarcina principală pe care o rezolvă uneltele de frezat este să se asigure că unealta este poziționată în raport cu suprafața prelucrată în poziția spațială necesară. Unele dintre cele mai frecvent utilizate atașamente pentru mașini de frezat vin standard cu mașinile de frezat. Acele modele care au un scop extrem de specializat sunt achiziționate separat sau realizate manual. În același timp, multe dispozitive pentru un router de lemn au un astfel de design încât să le faci singur nu prezintă probleme speciale. Pentru dispozitive de casă pentru un router manual nici nu veți avea nevoie de desene - desenele lor vor fi suficiente.
Printre accesoriile pentru un router pentru lemn pe care le puteți realiza singur, există o serie de modele populare. Să le aruncăm o privire mai atentă.
Rip gard pentru tăieturi drepte și curbate
Un gard de tăiere pentru sau altă suprafață de bază, care vă permite să faceți tăieturi drepte în lemn în raport cu aceste suprafețe, este unul dintre cele mai populare dispozitive și este inclus în kitul standard al multor modele. Folosind un astfel de dispozitiv, elementul de bază pentru care, pe lângă masa de lucru, poate fi partea laterală a piesei de prelucrat sau o șină de ghidare, sunt prelucrate canelurile piesei de prelucrat, iar partea de margine a acesteia este, de asemenea, frezată.

Proiectarea opritorului paralel pentru router include următoarele componente:
- tije care sunt introduse în găuri speciale din corpul frezei;
- un șurub de blocare, prin intermediul căruia tijele sunt fixate în poziția dorită;
- șurub de reglare fină, care este necesar pentru a regla mai precis distanța la care se va afla axa tăietorului față de suprafața de bază;
- plăcuțe de susținere cu care dispozitivul se sprijină pe suprafața de bază (la unele modele de opritoare paralele este posibilă modificarea distanței dintre plăcuțele de sprijin).
Pentru a pregăti oprirea routerului pentru lucru, trebuie să faceți următoarele:
- introduceți tijele de oprire în orificiile de la baza routerului și fixați-le în poziția dorită cu un șurub de blocare;
- Slăbiți șurubul de blocare și utilizați șurubul de reglare fină pentru a regla distanța dintre axa tăietorului și suprafața de sprijin a dispozitivului de fixare.



Prin adăugarea unei piese simple la gardul de tăiere, puteți utiliza acest dispozitiv pentru a crea nu numai tăieturi drepte, ci și curbate în lemn. O astfel de parte este un bloc de lemn, a cărui latură este dreaptă, iar pe cealaltă există o adâncitură rotundă sau unghiulară. Este plasat între plăcuțele de sprijin ale opritorului și suprafața de bază a piesei din lemn prelucrat, care are o formă curbată.
În acest caz, în mod natural, partea dreaptă a blocului ar trebui să se sprijine pe suporturile dispozitivului, iar partea cu adâncitura trebuie să se sprijine pe suprafața curbată a bazei. Ar trebui să lucrați cu o oprire paralelă, echipată suplimentar cu un astfel de bloc, cu precauție extremă, deoarece poziția routerului în sine va fi destul de instabilă în acest caz.

Șină de ghidare
Șina de ghidare, ca și gardul de tăiere, asigură mișcarea liniară a frezei față de suprafața de bază în timpul prelucrării lemnului. Între timp, spre deosebire de o oprire paralelă, un astfel de ghidaj pentru un router poate fi amplasat în orice unghi față de marginea piesei de prelucrat. Astfel, șina de ghidare poate oferi capacitatea de a deplasa cu precizie routerul în timpul prelucrării lemnului în aproape orice direcție în plan orizontal. O șină de ghidare echipată cu elemente structurale suplimentare este, de asemenea, utilă atunci când frezați găurile situate în lemn la un anumit pas.
Fixarea barei de ghidare pe masa de lucru sau piesa de lucru este asigurată de cleme speciale. Dacă configurația de bază a dispozitivului nu include astfel de cleme, clemele obișnuite vor fi potrivite pentru aceste scopuri. Unele modele de bare de ghidare pot fi echipate cu un adaptor special, care este adesea numit pantof. Adaptorul, conectat la baza routerului prin intermediul a două tije, alunecă de-a lungul profilului anvelopei în timpul prelucrării și asigură astfel deplasarea capului de lucru al routerului într-o direcție dată.

Un dispozitiv de frezat, cum ar fi o șină de ghidare, este cel mai bine utilizat împreună cu routerele a căror platformă de sprijin este echipată cu picioare reglabile pe înălțime. Acest lucru este explicat după cum urmează. În cazurile în care suprafețele de susținere ale routerului și anvelopei se află în planuri orizontale diferite, ceea ce se poate întâmpla atunci când dispozitivul este prea aproape de piesa de prelucrat din lemn, picioarele reglabile ale instrumentului fac posibilă eliminarea unei astfel de discrepanțe.
Dispozitivele de ghidare pentru echiparea unui router, care, în ciuda simplității designului lor, vor fi foarte eficiente în utilizare, pot fi realizate cu propriile mâini fără prea multe dificultăți. Cel mai simplu dintre astfel de dispozitive poate fi realizat dintr-un bloc lung de lemn, care este fixat de piesa de prelucrat cu ajutorul clemelor. Pentru a face acest dispozitiv și mai convenabil, îl puteți completa cu opritoare laterale. Dacă plasați și fixați un bloc simultan pe două (sau chiar mai multe) bucăți de lemn, puteți freza o canelură pe suprafața lor într-o singură trecere.

Principalul dezavantaj care distinge dispozitivul cu designul descris mai sus este că nu este ușor să fixați cu precizie blocul în raport cu linia viitoarei tăieturi. Dispozitivele de ghidare ale celor două modele propuse mai jos nu prezintă un astfel de dezavantaj.
Primul dintre aceste dispozitive este un dispozitiv realizat din plăci interconectate și foi de placaj. Pentru a asigura alinierea acestui dispozitiv față de marginea canelurii care se realizează, trebuie îndeplinite următoarele condiții: distanța de la marginea opritorului până la marginea placajului (bazei) trebuie să corespundă exact cu distanța la care instrumentul utilizat este situat din punctul extrem al bazei routerului. Dispozitivul designului propus este utilizat dacă arborele este prelucrat cu tăietori de același diametru.

Pentru operațiunile de frezare efectuate cu scule de diferite diametre, este recomandabil să se utilizeze dispozitive cu un design diferit. Particularitatea acestora din urmă este că atunci când le folosește, routerul intră în contact cu opritorul cu întreaga talpă, și nu doar cu partea de mijloc. Designul unui astfel de opritor include o placă pliabilă pe balamale, care asigură corectarea poziție spațială dispozitive în raport cu suprafața produsului din lemn prelucrat. Scopul acestei plăci este de a se asigura că opritorul este fixat în poziția necesară. După finalizarea acestei proceduri, placa se pliază înapoi și eliberează astfel spațiu pentru capul de lucru al frezei.

Când faceți un astfel de dispozitiv pentru un router cu propriile mâini, ar trebui să rețineți că distanța de la centrul instrumentului folosit până la punctul extrem al bazei routerului trebuie să corespundă lățimii plăcii pliabile și golului. între bord și opritor, dacă este prevăzut în proiectarea dispozitivului. Dacă la fabricarea acestui dispozitiv v-ați concentrat doar pe marginea frezei și pe marginea canelurii care trebuie formată cu ajutorul acestuia, un astfel de dispozitiv poate fi utilizat numai cu freze de același diametru.
Adesea, canelurile din semifabricate de lemn trebuie frezate peste fibrele materialului, ceea ce duce la formarea de semne de marcare. Cantitatea de scoraj poate fi redusă prin dispozitive care, prin presarea fibrelor în locul în care iese tăietorul, nu le permit să se desprindă de pe suprafața lemnului care se prelucrează. Designul unuia dintre aceste dispozitive constă din două plăci, care sunt conectate între ele cu șuruburi la un unghi de 90°. Lățimea canelurii realizate într-un astfel de dispozitiv trebuie să se potrivească cu lățimea adânciturii create în produsul din lemn, pentru care se folosesc freze de diferite diametre pe diferite laturi ale opritorului.
Un alt dispozitiv de frezat, al cărui design constă din două elemente în formă de L, fixate de produsul din lemn care este prelucrat cu cleme, este necesar pentru frezarea canelurilor deschise și asigură o cantitate minimă de înțepare în timpul prelucrării.
Copiați inele și șabloane
Un manșon de copiere pentru un router este un dispozitiv cu o margine proeminentă care alunecă de-a lungul șablonului și astfel setează mișcarea frezei în direcția dorită. Un astfel de inel poate fi fixat pe baza routerului în diferite moduri: înșurubat cu șuruburi, înșurubat într-un orificiu filetat, introdus cu vârste speciale în găurile de la baza instrumentului.

Diametrele inelului de copiat și ale instrumentului folosit ar trebui să aibă valori apropiate, dar este important ca inelul să nu atingă partea de tăiere a frezei. Dacă diametrul inelului depășește dimensiunea transversală a tăietorului de copiere, atunci un astfel de șablon pentru a compensa diferența dintre dimensiunea sa și diametrul sculei nu trebuie să depășească dimensiunea piesei de prelucrat.
Un șablon de frezat, realizat sub formă de inel, poate fi fixat de o bucată de lemn folosind bandă dublă și cleme, cu care ambele părți sunt presate pe masa de lucru. După frezarea conform șablonului, trebuie să verificați dacă inelul a fost apăsat strâns pe marginea șablonului în timpul operației de frezare.

Șabloanele de frezare pot fi folosite nu numai pentru a prelucra întreaga margine a unui produs, ci și pentru a da colțurilor acestuia o formă rotunjită. Folosind un astfel de șablon pentru un router, puteți face rotunjiri de diferite raze la colțurile produsului din lemn care este prelucrat.
Șabloanele cu care se lucra router manual, poate fi echipat cu rulment sau inel. ÎN acest din urmă caz trebuie îndeplinite următoarele condiții: inelul trebuie să se potrivească exact cu diametrul tăietorului sau trebuie prevăzute opriri în proiectarea dispozitivului de fixare care să permită îndepărtarea șablonului de marginea piesei de prelucrat și, prin urmare, să elimine diferența dintre razele sculei și inelului.
Folosind șabloane, care pot fi reglabile, nu puteți doar să frezați marginile produsului din lemn care este prelucrat, ci și să creați caneluri modelate pe suprafața acestuia. În plus, dacă faceți un șablon cu designul adecvat, care nu este foarte dificil, puteți tăia rapid și precis caneluri pentru balamalele ușii cu acesta.
Tăierea canelurilor rotunde și eliptice
Pentru a tăia caneluri în formă de cerc sau elipsă în lemn cu un router manual, utilizați dispozitive de busolă. Cea mai simplă busolă pentru un router constă dintr-o tijă. Un capăt al acestuia este conectat la baza routerului, iar celălalt este echipat cu șurub și știft. Știftul este introdus într-o gaură care acționează ca centrul unui cerc, de-a lungul conturului căruia se formează o canelură. Pentru a schimba raza cercului de canelura, pentru care se folosește o astfel de busolă pentru un router, este suficient să mutați tija în raport cu baza routerului. Mai convenabil de utilizat sunt dispozitivele de busolă, al căror design include două tije mai degrabă decât una.

Echipamentul care funcționează pe principiul unei busole este un tip destul de comun de dispozitiv folosit pentru a lucra cu un router. Cu ajutorul lor, este foarte convenabil să frezați caneluri în formă cu diferite raze de curbură. După cum am menționat mai sus, designul tipic al unui astfel de dispozitiv, pe care îl puteți realiza singur, include un șurub cu un știft care se poate deplasa de-a lungul canelurii dispozitivului și, prin urmare, vă permite să reglați raza canelurii care este creată.
În cazurile în care este necesar să se creeze o gaură de diametru mic cu o freză pe lemn sau alt material, se folosește un alt tip de echipament. O caracteristică de proiectare a unor astfel de dispozitive, care sunt fixate pe partea inferioară a bazei routerului, este că știftul lor, instalat în orificiul central al piesei de prelucrat, este situat sub baza sculei electrice utilizate și nu în afara acesteia.

Ghiduri de colț de bază
Știft de centrare Ansamblu busolă. Vedere de jos Ansamblu busolă. Vedere de sus
Folosind dispozitive speciale, puteți folosi un router de mână pentru a crea nu numai găuri rotunde, ci și ovale în lemn. Designul unuia dintre aceste dispozitive include:
- o bază care poate fi fixată de produsul din lemn care se prelucrează cu ventuze sau șuruburi cu vid;
- doi pantofi care se deplasează de-a lungul ghidajelor care se intersectează;
- două tije de montare;
- suport care conectează baza dispozitivului la router.
Datorită canelurilor speciale din suportul unui astfel de dispozitiv, placa sa de bază este ușor aliniată în același plan cu baza routerului. Dacă acest echipament este folosit pentru a efectua frezarea de-a lungul unui contur rotund, atunci se folosește un singur pantof, iar dacă de-a lungul unui contur oval, atunci ambele. Tăierea realizată cu un astfel de dispozitiv este de o calitate superioară decât dacă ar fi fost făcută cu un ferăstrău sau cu bandă. Acest lucru se explică prin faptul că prelucrarea cu freza folosită în acest caz este efectuată de o unealtă care se rotește cu viteză mare.

Dispozitive pentru frezarea rapidă și de înaltă calitate a canelurilor pe suprafețe înguste
Oricine poate răspunde la întrebarea cum să facă caneluri pentru balamalele ușii sau o broască. Stăpânul casei. În aceste scopuri, de regulă, se utilizează un burghiu și o daltă obișnuită. Între timp, puteți efectua această procedură mult mai rapid și cu mai puțină muncă dacă luați o freză echipată cu un dispozitiv special în acest scop. Designul unui astfel de dispozitiv, cu ajutorul căruia pot fi create caneluri de diferite lățimi pe suprafețe înguste, este o bază plată fixată pe baza routerului. Pe bază, care poate avea fie o formă rotundă, fie dreptunghiulară, sunt instalați doi știfturi, a căror sarcină este să asigure mișcarea dreaptă a routerului în timpul procesării.
Principala cerință pe care trebuie să o îndeplinească atașarea la o freză din designul descris mai sus este ca axele știfturilor de ghidare să fie în linie cu centrul frezei utilizate pentru prelucrarea lemnului. Dacă această condiție este îndeplinită, atunci canelura făcută la capătul piesei de prelucrat va fi amplasată strict în centrul acesteia. Pentru a muta canelura într-o parte, trebuie doar să puneți un manșon de dimensiunea corespunzătoare pe unul dintre știfturile de ghidare. Când utilizați un atașament similar pe un router manual, trebuie să vă asigurați că știfturile de ghidare sunt apăsate pe suprafețele laterale ale piesei de prelucrat în timpul procesării.

Este posibil să se asigure stabilitatea routerului atunci când se prelucrează suprafețe înguste fără dispozitive speciale. Această problemă este rezolvată folosind două plăci, care sunt atașate de ambele părți ale piesei de prelucrat astfel încât să formeze un plan cu suprafața pe care este realizată canelura. Când utilizați această tehnică tehnologică, routerul în sine este poziționat folosind un opritor paralel.
Dispozitive de frezat pentru prelucrarea corpurilor de rotație
Multe accesorii pentru mașinile de frezat manuale, realizate de utilizatori pentru a se potrivi nevoilor acestora, nu au analogi de serie. Unul dintre aceste dispozitive, a cărui nevoie apare destul de des, este un dispozitiv care facilitează procesul de tăiere a canelurilor în corpurile rotative. Folosind un astfel de dispozitiv, în special, puteți tăia cu ușurință și cu precizie caneluri longitudinale pe stâlpi, balustre și alte produse din lemn cu o configurație similară.

Ansamblu freză și cadru Carucior pentru freza Disc separator
Designul acestui dispozitiv este:
- cadru;
- cărucior de frezat mobil;
- un disc folosit pentru a seta unghiul de rotație;
- șuruburi care fixează piesa de prelucrat;
- șurub de blocare
Dacă un astfel de dispozitiv este echipat suplimentar cu o unitate simplă, care poate fi folosită ca burghiu sau șurubelniță convențională, atunci frezarea pe acesta poate înlocui cu succes prelucrarea efectuată pe un strung.
Dispozitiv de frezat țep
Un dispozitiv de tăiere a țevilor pentru un router permite prelucrarea de înaltă precizie a pieselor conectate utilizând principiul tongue-and-groove. Cele mai versatile dintre aceste dispozitive vă permit să frezați diverse tipuri de țepoane (codă de rândunică și drepte). Funcționarea unui astfel de dispozitiv implică un inel de copiere, care, deplasându-se de-a lungul unei caneluri într-un șablon special, asigură o mișcare precisă a tăietorului într-o direcție dată. Pentru a face unul singur, trebuie mai întâi să selectați modelele de caneluri pentru care va fi folosit.
Mai multe opțiuni suplimentare pentru extinderea funcționalității routerului
De ce trebuie să creați dispozitive suplimentare pentru a echipa un router de mână, care este deja un dispozitiv destul de funcțional? Faptul este că astfel de dispozitive vă vor permite să vă transformați routerul manual într-un centru de procesare cu drepturi depline. Așadar, fixând o freză manuală pe un ghidaj (aceasta poate fi), nu numai că puteți face procesul de utilizare a acesteia mai ușor, ci și creșteți precizia operațiunilor efectuate. Designul unui astfel de dispozitiv util nu conține elemente complexe, așa că nu va fi dificil să îl faceți pentru un router și să găuriți cu propriile mâini.
Mulți meșteri de acasă, întrebându-se cum să lucreze cu un router manual cu o eficiență și mai mare, fac o masă de lucru funcțională pentru acest instrument. Desigur, o astfel de masă poate fi folosită și pentru alte echipamente (de exemplu, Fierăstrău circular sau burghiu electric).

Dacă nu aveți la dispoziție o mașină de frezat manuală, atunci această problemă poate fi rezolvată cu ajutorul unor dispozitive speciale care vă permit să efectuați cu succes frezarea pe un strung în serie. Folosind un accesoriu de frezat pentru un strung, puteți extinde în mod semnificativ funcționalitatea echipamentului în serie (în special, utilizați-l pentru a prelucra planuri, a face caneluri și caneluri și a procesa diverse piese de-a lungul conturului). De asemenea, este important ca un astfel de dispozitiv pentru strung să nu aibă un design complicat și să-l faci singur nu va fi o mare problemă.
Funcționarea oricărui echipament modern, inclusiv echipament, este imposibilă fără curent electric.
Prin urmare, pe lângă partea mecanică a dispozitivelor, trebuie să existe și una electrică. Este construit după un anumit tipar.
feluri
Există următoarele tipuri de circuite electrice:
- structurale, care determină relația dintre părțile echipamentelor electrice;
- funcțional, definind procese electrice într-o unitate separată, complet pentru o mașină CNC;
- cea fundamentală, care reflectă toate elementele și dă o idee despre principiul de funcționare;
- plan de instalare conexiuni pentru conexiuni electrice;
- amplasarea pieselor dispozitivelor electrice, conductorilor și cablurilor.
Documentația tehnică a dispozitivului conține de obicei o schemă de circuit și diagrame de dispunere a echipamentelor electrice. Se desfășoară fără aderarea la scară și fără a indica modul în care sunt situate de fapt elementele individuale.
Cerințe generale pentru realizarea circuitelor electrice
Schemele electrice ale unei mașini CNC (vorbim despre cele fundamentale) prezintă de obicei fiecare element al echipamentului electric implicat în proces tehnologic sau controlându-și cursul. Este obișnuit să plasați circuitele de alimentare în stânga, indicând un loc pe diagramă cu o linie groasă, iar pentru circuitele de control, acestea sunt reprezentate în partea dreaptă ca o linie subțire. Când se întocmește o diagramă, se presupune în mod convențional că toate elementele circuitului sunt în starea oprită.
Elementele au o reprezentare schematică; li se acordă desemnări poziționale sub formă de litere. În cazul unui motor electric - M, iar dacă există mai multe dintre ele - M1, M2, M3 (în litere și expresie numerică). Dacă sunt construite diagrame de layout, pe ele este înregistrat tot ceea ce are legătură cu echipamentele electrice (într-o imagine la scară largă). Există o linie subțire unde există spațiu pentru elementele de conectare - fire și cabluri. Astfel de diagrame sunt construite pentru a reprezenta o freză; sunt echipate cu un dulap electric și un panou de control al mașinii.
Ca exemplu de circuit pentru echipamentul de alimentare al unui dispozitiv controlat numeric, ne putem imagina următoarele:

Echipamentele electrice moderne au o foarte circuite complexe, iar citirea lor nu este întotdeauna ușoară. Și situația se explică prin faptul că, pe lângă motoarele electrice, relee, demaroare și contactoare, mașina include multe mijloace automate, echipamente informatice și unități de echipamente microelectronice. Diferite mașini, în total, au o componentă electrică comună și, în același timp, diferă prin caracteristicile funcționale ale blocurilor.
Caracteristici ale circuitului electric al mașinii de frezat 6P82
Să încercăm să înțelegem circuitul electric al mașinii de frezat cantilever orizontal 6P82. Este reprezentat de următoarele blocuri:
- retea de alimentare cu o tensiune de 380 V, curent alternativ cu frecventa de 50 Hz;
- circuite de control cu o tensiune de 110 V ( curent alternativ); 65 V (DC);
- iluminat local cu o tensiune de 24 V;
- curentul total nominal al motoarelor electrice care funcționează simultan este de 20 A, iar curentul nominal al dispozitivelor de protecție este de 63 A.
Documentația tehnică stabilește limitele de utilizare a echipamentelor pe mașină în raport cu puterea și sarcinile de putere. Dacă face mai mult de 63 rpm, atunci limitele de utilizare ale unității principale sunt limitate doar de puterea nominală a motorului electric.
De asemenea, este necesar să se numească principalele componente ale circuitului electric al mașinilor de frezat: motoare cu drivere, plăci de interfață, calculatoare sau laptopuri, surse de alimentare și un buton pentru oprirea de urgență a mașinii.
Opțiune de auto-asamblare
Pentru cei care asamblează o mașină CNC cu propriile mâini, există o altă opțiune de a instala electrice pe mașini. Puteți achiziționa un set gata făcut care conține trei motoare Nema și același număr de drivere care le potrivesc; transformator coborâtor pentru alimentarea circuitului de comandă și tablou de comutare pentru alimentarea cu energie (36 V). Puteți utiliza alte kituri atunci când asamblați singur mașina.
Electronica mașinii ar trebui să fie implementată pe o singură placă. Întregul set de elemente externe este conectat acolo, folosind conectori și blocuri terminale:
- SD, întrerupătoare de limită pe fiecare axă;
- priză pentru pornirea unității principale (este posibil DREMEL 300);
- un ventilator luat de la un mini aspirator, un transformator pentru alimentarea cu energie electrica;
- conector care asigură conexiunea la un PC printr-un port LPT.

Aproape toate componentele pot fi îndepărtate cu ușurință de pe plăcile de computer vechi, Spectrums - primele PC-uri, precum și comutatoarele de rețea învechite.
Circuitul include o unitate de control CNC (activare software a axului) și este plin cu conexiuni suplimentare pentru scule și senzori. Portul computerului LPT este conectat printr-un cablu standard. Electronica mașinii nu necesită răcire forțată și nu se încălzește.
Toate electronicele pentru CNC sunt amplasate într-o nișă pe partea din spate a mașinii și sunt acoperite cu un panou pentru a preveni praful și murdăria.
Când ai de-a face cu electronica atunci când asamblați un CNC cu propriile mâini, trebuie să alegeți sursele de alimentare potrivite. De exemplu, pentru SD puteți folosi o unitate de 12 V și un curent de 3 A. Un bloc cu o tensiune de 5 V cu un curent de 0,3 A este necesar pentru alimentarea cipurilor controlerului. Cum se efectuează calculele sursei de alimentare? Există o formulă simplă - 3x2x1=6A, unde 3 este numărul de motoare implicate (de-a lungul axelor X, Y și Z); 2 – numărul de înfășurări alimentate, 1 A – puterea curentului.

Designul controlerului de control este foarte simplu diagramă schematică, poate fi asamblat din trei microcircuite și nu necesită firmware. Prin urmare, o mașină de frezat CNC bună poate fi creată de o persoană cu puține cunoștințe de electricitate și electronică.
Driverul SD controlează amplificatorul cu 4 canale. Este format din 4 tranzistoare.
Sunt utilizate și variante de microcircuite seriale, cum ar fi ULN 2004 (pentru 9 chei), puterea curentului 0,5 - 0,6A.
Driverele pot fi controlate folosind programul vri-cnc. Trebuie doar să găsiți instrucțiuni despre cum să îl utilizați pe site-ul oficial. Pentru controlul general al mașinii, se folosesc programele Kcam și Mach3, care fac distincție între diferite formate de fișiere pentru procesul de frezare și găurire.
Noi abordări ale echipamentelor mașinii
Doar echipamentele fiabile cu comenzi simple vor asigura frezarea sau gravarea de înaltă calitate a suprafețelor pieselor și pieselor de prelucrat.
De exemplu, rindeaua CNC wood winner pro planifică orice tip de lemn pe toate cele patru planuri ale piesei de prelucrat, produce diverse tipuri de profile. Ceea ce este deosebit de bun este principiul construirii în module. Aceasta înseamnă că este posibilă modificarea caracteristicilor echipamentului, adaptându-l la maximum la nevoile clienților.
În fiecare serie de mașini-unelte, este realist să se introducă modificări care diferă în ceea ce privește numărul de axe, au putere diferită a motoarelor electrice și, prin urmare, viteza de avans a pieselor de prelucrat. Clientul are posibilitatea de a comanda dispunerea mașinii, în conformitate cu nevoile, cu un nou circuit electric.

Prin urmare, înainte de a conecta mașina la sistemul de alimentare, este mai bine să verificați dacă parametrii se potrivesc exact cu caracteristicile rețelei. Aceasta este responsabilitatea directă a electricianului. Este necesară o rețea trifazată cu o tensiune de 380 V și o frecvență de 50 Hz, este necesară împământarea. Cablurile de alimentare (cu o secțiune transversală de cel puțin 16 mm) sunt furnizate echipamentului într-o țeavă sau furtun metalic pentru a nu-l deteriora în timpul funcționării.
Această mașină CNC este cea mai bună care a fost creată astăzi. Oferă frezarea și gravarea de înaltă calitate a suprafețelor pieselor, prelucrarea de înaltă precizie a elementelor specificate de program (comanda G601 de activare a pasului are loc doar cu o poziționare precisă).
Concluzie
O bună cunoaștere a circuitelor electrice, citirea desenelor - acestea sunt abilitățile pe care toți pentru care controlul numeric și programul nu este o expresie atractivă, ci lucrează zilnic la alimentarea cu energie a echipamentelor programabile și a echipamentelor robotizate.
Informații despre producătorul mașinii de frezat cantilever 6р12, 6р12Б
Producător al unei serii de mașini de frezat universale 6р12, 6р12Б, fondată în 1931.
Fabrica este specializată în producția unei game largi de mașini de frezat universale, precum și de mașini de frezat cu DRO și CNC și este una dintre cele mai cunoscute întreprinderi de mașini-unelte din Rusia.
Din 1932 Uzina de frezat Gorki este angajat în producția de mașini-unelte și este un expert în dezvoltarea și producerea diferitelor echipamente de tăiere a metalelor.
Mașinile de frezat universale din seria P sunt produse de Uzina de frezat Gorky (GZFS) din 1972. Mașinile sunt similare ca design, sunt larg unificate și reprezintă o îmbunătățire suplimentară a mașinilor similare din seria M.
Astăzi, mașinile de frezat consolă sunt produse de companie SRL „Parcul Stanochny”, fondată în 2007.
Istoricul producției de mașini-unelte de către uzina Gorki, GZFS
ÎN 1972 6Р 6Р12 , 6Р12Б , 6Р13 , 6Р13Б , 6Р13Ф3 , 6Р82 , 6R82G , 6Р82Ш , 6Р83 , 6R83G , 6Р83Ш .
ÎN 1975 an, au fost puse în producție următoarele mașini de copiat cantilever-frezat: 6Р13К.
ÎN 1978 an, au fost lansate în producție mașinile de frezat consolă de copiat 6Р12К-1, 6Р82К-1.
ÎN 1985 serie lansată în producție 6T-1 mașini de frezat cantilever: 6Т12-1 , 6Т13-1 , 6T82-1 , 6T83-1Și GF2171 .
ÎN 1991 serie lansată în producție 6T mașini de frezat cantilever: 6T12 , 6Т12Ф20 , 6T13 , 6Т13Ф20 , 6T13F3 , 6T82 , 6T82G , 6T82sh , 6T83 , 6T83G , 6Т83Ш .
Mașină de frezat cantilever vertical 6P12. Scop, scop
O mașină de frezat cantilever cu un ax vertical cu pică are o masă care se mișcă transversal într-un plan orizontal, care este montată pe un stâlp de consolă care se mișcă vertical de-a lungul ghidajelor.
Mașina 6P12 diferă de mașina 6P13 prin puterea instalată a motoarelor principale de mișcare și alimentare, dimensiunile suprafeței de lucru a mesei și cantitatea de mișcare a mesei. Mașinile de mare viteză 6Р12Б, spre deosebire de mașinile 6Р12, au o gamă crescută de viteze ale axului și avansuri pe masă și o putere crescută a motorului principal de mișcare.
Mașina de frezat verticală cantilever 6P12 este proiectată pentru prelucrarea tuturor tipurilor de piese din oțel, fontă, metale greu de tăiat și neferoase, în principal cu freze frontale și frontale. Mașinile pot prelucra planuri verticale, orizontale și înclinate, caneluri, colțuri, cadre și suprafețe curbe.
Pentru prelucrarea suprafețelor curbate, mașina este echipată cu un dispozitiv special copiator. Prelucrarea suprafețelor curbate se realizează cu copiatoare, al căror contur este simțit de vârful unui senzor de contact electric pentru mișcarea mesei.
Lichidul de răcire este furnizat de motorul unei pompe centrifuge verticale prin conducte printr-o duză către unealtă.
Capul ax rotativ al mașinilor este echipat cu un mecanism pentru deplasarea manuală axială a manșonului axului, care permite prelucrarea găurilor a căror axă este situată la un unghi de până la ±45° față de suprafața de lucru a mesei. Puterea de antrenare și rigiditatea ridicată a mașinilor permit utilizarea tăietorilor din oțel rapid, precum și a sculelor echipate cu plăci din materiale sintetice dure și super-dure.
Mașinile sunt utilizate în producție unică și în serie.
Clasa de precizie a mașinii N conform GOST 8-77.
Analogii ruși și străini ai mașinii 6Р12
FSS315, FSS350MR, (FSS450MR)- 315 x 1250 (400 x 1250) - producător Gomel Machine Tool Plant
VM127M- (400 x 1600) - producător Votkinsk Machine-Building Plant GPO, Federal State Unitary Enterprise
6D12, 6K12- 320 x 1250 - producător Dmitrov fabrică de frezat DZFS
X5032, X5040- 320 x 1320 - producător Shandong Weida Heavy Industries, China
FV321M, (FV401)- 320 x 1350 (400 x 1600) - producator Arsenal J.S.Co. - Kazanlak, Arsenal AD, Bulgaria
Baze de aterizare și de conectare pentru mașina de frezat 6Р12Б

Baze de aterizare și de conectare pentru mașina de frezat 6р12Б
6Р12 Vedere generală a unei mașini de frezat verticală cantilever

Fotografia unei mașini de frezat verticală cantilever 6р12
6Р12 Aranjarea componentelor unei mașini de frezat cantilever

Locație componente mașină de frezat 6р12
- Pat - 6Р12-1
- Cap rotativ - 6Р12-31
- Cutie de viteze - 6M12P-3
- Cutie de alimentare - 6Р82-4
- Cutie de comutare - 6Р82-5
- Consola - 6Р12-6
- Masă și diapozitiv - 6Р82Г-7
- Echipamente electrice - 6Р12-8

Amplasarea comenzilor pentru mașina de frezat cantilever 6P12
Lista comenzilor pentru mașina de frezat cantilever 6P12
- Butonul „Oprire” (duplicat)
- Butonul „Spindle Start” (duplicat)
- Săgeată indicator de viteză a axului
- Indicator viteză ax
- Butonul „Tabel rapid” (duplicat)
- Butonul „Impulsul axului”.
- Intrerupator
- Rotiți capul
- Clemă manșon ax
- Pinion pentru ciclu automat
- Mâner pentru pornirea mișcărilor longitudinale ale mesei
- Cleme de masă
- Roată de mână pentru deplasarea manuală longitudinală a mesei
- Butonul „Tabel rapid”.
- Butonul „Pornire ax”.
- Butonul „Oprire”.
- Comutator pentru control manual sau automat al miscarii longitudinale a mesei
- Volant pentru mișcări laterale manuale ale mesei
- Mecanismul de mișcare transversală a membrelor mesei
- Inel Vernier
- Mâner pentru deplasarea manuală verticală a mesei
- Buton pentru fixarea ciupercii comutatorului de alimentare
- Comutator de alimentare ciupercă
- Indicator de alimentare de masă
- Săgeată indicator de alimentare pentru masă
- Mâner pentru pornirea alimentărilor de masă transversale și verticale
- Prinderea glisierei pe ghidajele consolei
- Mâner pentru pornirea mișcărilor longitudinale ale mesei (dublu)
- Mâner pentru pornirea alimentației transversale și verticale a mesei (duplicat)
- Roată de mână pentru deplasarea manuală longitudinală a mesei (dublu)
- Comutator de direcție de rotație a arborelui „stânga-dreapta”
- Comutator pompa de racire "pornit"
- Comutator de intrare "pornit-oprit"
- Buton de schimbare a vitezei axului
- Comutator pentru control automat sau manual si functionare la masa rotunda
- Prinderea consolei pe cadru
- Roată de mână extensie manșon ax
- Prinderea capului pe cadru
Schema cinematică a mașinii de frezat cantilever 6P12

Schema cinematică a unei mașini de frezat cantilever 6r12
Diagrama cinematică este dată pentru a înțelege conexiunile și interacțiunile principalelor elemente ale mașinii. Numărul de dinți (g) ai angrenajului este indicat pe indicații (asteriscul indică numărul de porniri ale vierme).
Mișcarea principală este condusă de un motor electric cu flanșă printr-un cuplaj elastic.
Viteza axului este modificată prin deplasarea a trei blocuri dintate de-a lungul arborilor canelați.
Cutia de viteze oferă axului 18 viteze diferite.
Acționarea de alimentare este realizată de la un motor electric cu flanșă montat în consolă. Prin intermediul a două blocuri cu trei coroane și o roată dințată mobilă cu ambreiaj cu came, cutia de alimentare oferă 18 avansuri diferite, care sunt transmise printr-un ambreiaj de siguranță cu bilă către consolă și apoi, când ambreiajul cu came corespunzător este cuplat, către șuruburi de mișcări longitudinale, transversale și verticale.
Mișcările accelerate se obțin atunci când ambreiajul de mare viteză este pornit, a cărui rotație este efectuată prin roți dințate intermediare direct de la motorul electric de alimentare.
Ambreiajul este interblocat cu ambreiajul de alimentare de lucru, ceea ce elimină posibilitatea activării lor simultane.
Graficele care explică structura mecanismului de alimentare a mașinii sunt prezentate în Fig. 6 și 7. Pentru mașinile modelelor 6Р12Б (Fig. 7) avansurile verticale sunt de 3 ori mai mici decât cele longitudinale.
pat este unitatea de bază pe care sunt montate componentele și mecanismele rămase ale mașinii.
Cadrul este fixat rigid de bază și fixat cu știfturi.

Desenul capului rotativ al unei mașini de frezat cantilever 6р12
Cap pivotant(Fig. 8) este centrat în adâncitura inelară a gâtului patului și este atașat de acesta cu patru șuruburi care se potrivesc într-o singură canelură din flanșa patului.
Axul este un arbore cu două suporturi montat într-un manșon retractabil. Jocul axial în ax este reglat prin șlefuirea inelelor 3 și 4. Jocul crescut în rulmentul frontal este eliminat prin șlefuirea semiînelelor 5 și strângerea piuliței.
Ajustarea se efectuează în următoarea ordine:
- manșonul axului se extinde;
- flanșa 6 este demontată;
- jumătățile de inele sunt îndepărtate;
- un șurub este îndepărtat din partea dreaptă a corpului capului;
- prin orificiu, deșurubarea șurubului 2 deblochează piulița 1;
- Piulița 1 este blocată cu o tijă de oțel. Prin rotirea axului de piuliță, piulița este strânsă și aceasta mișcă pista interioară a rulmentului. După verificarea jocului lagărului, axul este rulat la viteză maximă. Când funcționează timp de o oră, încălzirea rulmenților nu trebuie să depășească 60° C;
- se măsoară dimensiunea spațiului dintre rulment și gulerul axului, după care jumătățile inele 5 sunt măcinate la cantitatea necesară;
- jumătățile de inele sunt puse la loc și asigurate;
- Flanșa 6 este înșurubată.
Pentru a elimina jocul radial de 0,01 mm, jumătățile inelelor trebuie șlefuite cu aproximativ 0,12 mm.
Rotația este transmisă axului din cutia de viteze printr-o pereche de roți conice și o pereche de roți dințate cilindrice montate în cap.
Rulmenții și angrenajele capului rotativ sunt lubrifiați de la pompa cadru, iar rulmenții axului și mecanismul de mișcare a manșonului sunt lubrifiați prin extrudare.
Cutie de viteze montat direct în corpul cadrului. Legarea cutiei la arborele motorului electric se realizează printr-un cuplaj elastic, permițând dezalinierea în instalația motorului de până la 0,5-0,7 mm.
Cutia de viteze poate fi inspectată prin fereastra din partea dreaptă.
Cutia de viteze este lubrifiată de o pompă cu piston (Fig. 9), antrenată de un excentric. Capacitatea pompei este de aproximativ 2 l/min. Uleiul este furnizat pompei printr-un filtru. De la pompă, uleiul curge către distribuitorul de ulei, din care este evacuat printr-un tub de cupru către ochiul de comandă al pompei și printr-un furtun flexibil către capul rotativ. Elementele cutiei de viteze sunt lubrifiate prin stropirea cu ulei care provine din orificiile tubului distribuitor de ulei situat deasupra cutiei de viteze.
Cutie de viteze vă permite să selectați viteza necesară fără a trece succesiv prin pașii intermediari.
Raftul 19 (Fig. 10), deplasat de mânerul de schimbător 18, prin sectorul 15 prin furca 22 (Fig. 11) deplasează rola principală 29 cu discul de schimbare 21 în direcția axială.
Discul de schimbare poate fi rotit de indicatorul de viteză 23 prin roțile dințate conice 28 și 30. Discul are mai multe rânduri de găuri de o anumită dimensiune situate pe știfturile cremalierelor 31 și 33.
Cremalierele se cuplează în perechi cu angrenajul 32. La fiecare pereche de cremaliere este atașată o furcă de schimbare. La deplasarea discului prin apăsarea pe știftul uneia dintre perechi, se asigură mișcarea alternativă a lamelelor.
În acest caz, furcile de la sfârșitul cursei discului ocupă o poziție corespunzătoare angrenării anumitor perechi de viteze. Pentru a elimina posibilitatea de oprire bruscă a vitezelor la comutare, pinii a 20 de cremaliere sunt încărcate cu arc.
Fixarea cadranului la alegerea unei viteze este asigurată de bila 27, care alunecă în canelura pinionului 24.
Arcul 25 este reglat de dopul 26, ținând cont de fixarea clară a cadranului și de forța normală la rotirea acestuia.
Mânerul 18 (vezi fig. 10) este ținut în poziție de pornire de arcul 17 și de bila 16. În acest caz, știftul mânerului se potrivește în canelura flanșei.
Corespondența vitezelor cu valorile indicate pe indicator se realizează printr-o anumită poziție a roților conice de-a lungul plasei. Angajarea corectă se stabilește prin miezuri de la capetele dintelui și cavității de împerechere sau prin setarea indicatorului în poziția de turație de 31,5 rpm și discul cu furci la poziția de turație de 31,5 rpm (pentru modelele de mașini 6Р12Б viteza corespunzătoare este de 50 rpm). ). Distanța în cuplarea perechii conice nu trebuie să fie mai mare de 0,2 mm, deoarece discul se poate roti până la 1 mm din acest motiv.
Cutia de viteze este lubrifiată din sistemul de ungere a cutiei de viteze prin stropire cu ulei.
Cutie de alimentare pentru mașina de frezat 6Р12, 6Р12Б

Fotografie cu cutia de alimentare a mașinii de frezat cantilever 6р12
Schema circuitului electric al mașinii de frezat 6P12

Schema circuitului electric a unei mașini de frezat 6r12
Note
- * - numai pentru mașini 6Р82Ш, 6Р83Ш
- ** - la schema electrică a mecanismului de strângere a sculei
- *** - numai pentru mașinile 6Р13Б
Echipamentul electric al mașinii 6Р12
Rețea de alimentare: Tensiune 380 V, curent alternativ, frecvență 50 Hz
Circuite de control: Tensiune 110 V, curent alternativ
Circuite de control: Tensiune 65 V, curent DC
Iluminat local: tensiune 24 V.
Curentul nominal (suma curenților nominali ai motoarelor electrice care funcționează simultan) 20 A.
Curentul nominal al dispozitivului de protecție (siguranțe, întrerupător de circuit) la punctul de alimentare cu energie electrică de 63 A.
Echipamentul electric se realizează conform următoarelor documente: schema de circuit 6Р13.8.000Э3. schema de conectare a produsului R13.8.000E4.
Freza cantilever 6P12. Video.
Caracteristicile tehnice ale mașinii de frezat cantilever 6Р12
| Nume parametru | 6N12 | 6M12 | 6Р12 | 6T12 |
|---|---|---|---|---|
| Parametrii mașinii de bază | ||||
| Clasa de precizie conform GOST 8-71 și GOST 8-82 | N | N | N | N |
| Dimensiuni suprafata mesei, mm | 1250 x 320 | 1250 x 320 | 1250 x 320 | 1250 x 320 |
| Masa maximă a piesei de prelucrat, kg | 250 | 250 | 400 | |
| Distanța de la capătul axului la masă, mm | 30..400 | 30..400 | 30..450 | 30..450 |
| Distanța de la axa axului până la ghidajele verticale ale patului (surplontă), mm | 350 | 350 | 350 | 380 |
| Desktop | ||||
| Cursă longitudinală maximă a mesei cu mâna (de-a lungul axei X), mm | 700 | 700 | 800 | 800 |
| Mișcare laterală maximă a mesei cu mâna (de-a lungul axei Y), mm | 240/ 260 | 240/ 260 | 250 | 320 |
| Cursă verticală maximă a mesei cu mâna (de-a lungul axei Z), mm | 370 | 370 | 420 | 420 |
| Limitele avansurilor longitudinale ale mesei (X), mm/min | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Limitele avansurilor transversale ale mesei (Y), mm/min | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Limitele avansurilor verticale ale mesei (Z), mm/min | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Numărul de avansuri longitudinal/transversal/vertical | 18 | 18 | 22 | 22 |
| Viteza mișcărilor longitudinale rapide ale mesei (de-a lungul axei X), m/min | 4 | 3 | 4 | 4 |
| Viteza mișcărilor transversale rapide ale mesei (de-a lungul axei Y), m/min | 4 | 3 | 4 | 4 |
| Viteza mișcărilor verticale rapide ale mesei (de-a lungul axei Z), m/min | 1 | 1 | 1,330 | 1,330 |
| Ax | ||||
| Viteza axului, rpm | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Numărul de viteze ale axului | 18 | 18 | 18 | 18 |
| Mișcarea penei axului, mm | 70 | 70 | 70 | 70 |
| Conicitatea axului de frezare | №3 | №3 | №3 | №3 |
| Capătul axului GOST 24644-81, rândul 4, versiunea 6 | 50 | |||
| Orificiu ax de frezare, mm | 29 | 29 | 29 | |
| Rotiți capul axului la dreapta și la stânga, în grade | ±45 | ±45 | ±45 | ±45 |
| Mecanica mașinilor | ||||
| Opritori de alimentare (longitudinal, transversal, vertical) | Mânca | Mânca | Mânca | Mânca |
| Închidere manuală și avans mecanic(longitudinal, transversal, vertical) | Mânca | Mânca | Mânca | Mânca |
| Blocarea comutării separate a alimentării | Mânca | Mânca | Mânca | Mânca |
| Frânare ax | Mânca | Mânca | Mânca | Mânca |
| Ambreiaj de siguranță la suprasarcină | Mânca | Mânca | Mânca | Mânca |
| Alimentare automată intermitentă | Mânca | Mânca | Mânca | Mânca |
| Echipament electric, acționare | ||||
| Numărul de motoare electrice de pe mașină | 3 | 3 | 3 | 4 |
| Motor electric de acționare principală, kW | 7 | 7,5 | 7,5 | 7,5 |
| Motor electric de antrenare, kW | 1,7 | 2,2 | 2,2 | 3,0 |
| Motor de prindere a sculei, kW | - | - | - | 0,25 |
| Motor electric pompa lichid de racire, kW | 0,12 | 0,12 | 0,12 | 0,12 |
| Puterea totală a tuturor motoarelor electrice, kW | 9,825 | 9,825 | 1,87 | |
| Dimensiunile și greutatea mașinii | ||||
| Dimensiuni mașină (lungime lățime înălțime), mm | 1745 x 2260 x 2000 | 2395 x 1745 x 2000 | 2305 x 1950 x 2020 | 2280 x 1965 x 2265 |
| Greutatea mașinii, kg | 3000 | 3000 | 3120 | 3250 |

